When you log in your Amazon or EBay account, want to pick up a great beer growler for yourself, or your husband as a present, you may confuse with how to select?
- Does an insulated growler is necessary?
- How a growler was made from production line?


1st question: Does an insulated growler is necessary?
The normal growlers are made in glass, ceramic or stainless steel. For stainless steel growler, it can be constructed in single-wall or double-wall.
Single wall growler is light weight, and easy to be chilled in refrigerator, ice chest or cooler box. But once it was taking out of ice condition, draft beer in single wall growler would get warmer soon.
If you want to carry growler beer to drink in the Australia Beach without cooler box, David, the founder of Ikegger definitely told you which is best beer growler, after whole day testing, Ikegger double wall 64oz growler keep draft beer cold for 12 hours, with temperature increase only 4 degree vs 40 degree of glass growler.
2nd question: How does a growler produce from production line?
Yongkang, a small town of Zhejiang Province in China is very famous manufacturing base for stainless steel cups and bottles, it’s said 80%-90% of insulated water bottles were made in this area. There are thousands of bottle factories busy with OEM orders from global famous brands, such as Japan Thermos, United States Starbucks, Stanley, Yeti, Klean Kanteen and Hydroflask etc.
Among all factories, some of them focus on cup only, some of them focus on single wall bottle, some only made small sized of growler under 1000ml. Only very few factories can produce 64oz to 128oz insulated growlera, they are using a kind of tailing vacuum technology. Let’s take a factory show to learn more about growler productions.
First of all, factory would order suitable size of stainless steel tube as “raw material”, those tubes would be cut in twin length according to growler sizes.

Then the twin tubes would need to bring to next steps for impact the welding line. The steps are necessary to reduce the chance if the line of steel tubes were cracking during hydro forming.
In hydro forming process, the customized tons machinery would enlarge the tube diameter to ideal growler diameter. And you may ask the diameter of growler body and neck is different, what would do with machine?


Don’t worry, this can easy to be solved via customized hydro forming mould. After this steps, the twins tube would be split into two pieces, and get length checking in next process, and would be cut the extra length to uniform.
Now we have ideal diameter for growler body, how to get a narrow neck, which suitable for lid sealing, pouring and filling?
Unlike the hydro forming machine, to enlarge the tube diameter, the spin forming machine takes a role of craftsman, to shrink the diameter, only the best growler factory can keep neck in circle during this process, and it would be a big challenge to reduce a tube from diameter of 160mm to 50-60mm, this would verify both raw material quality and craft of a growler factory.

By similar process, we would get both inner and outer shell of growler.
And most of growler bottom are round shape, some of them will logo engraving or stamp. For outer bottom, factory would add one or few getter to prepare for coming vacuum steps.
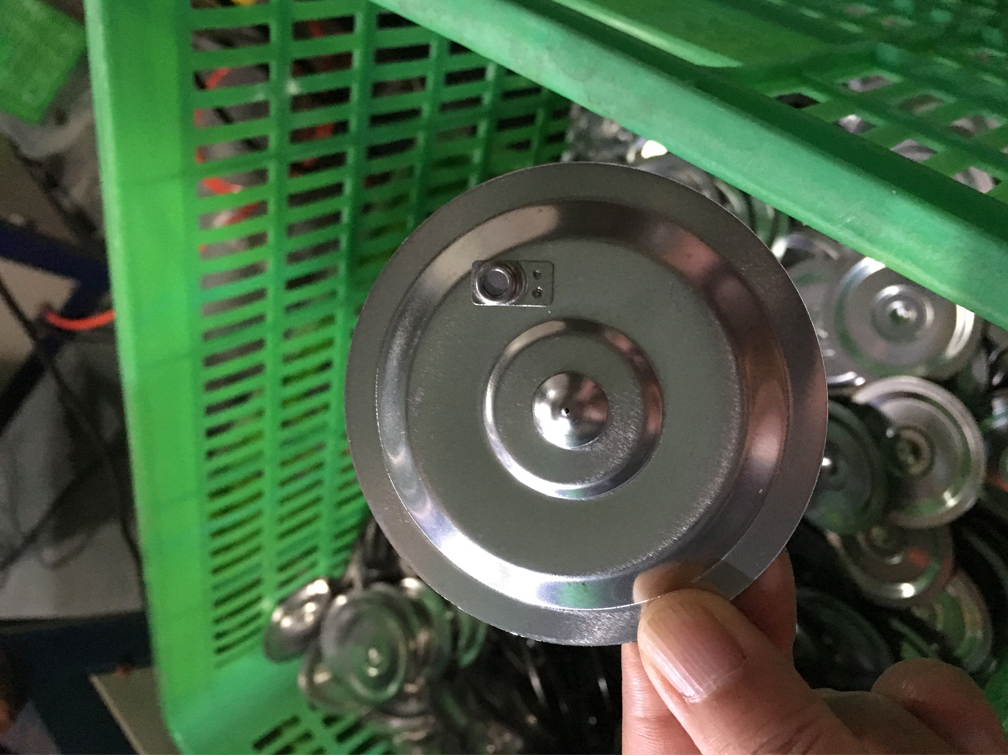

It’s time for welding bottom to complete a bottle shape. Normally, factory would use TIG welding via high temperature; few big growler factories have laser machinery as well.
The poor welding technology would leave a risk for next step of un-vacuum, so the welding process is one of most critical processes.
For small cups or bottles, factory would use tailless vacuum technology; but for size over 1000ml, to achieve a good insulated effect, experience factories would use tail vacuum technology. Those growlers would be put inside of big vacuum machine, to start 3-6 hours vacuuming process to reach different temperature level.

Why this machine can vacuum inside layer of inner and outer grower shell, the technology secret is getter, this is a special parts which would melt during high temperature and absorb air. So after this process, you would get either good vacuum, middle vacuum or bad vacuum growler. The problem of bad vacuum growler may cause of welding process. A good vacuum growler can achieve perfect insulation for last longer of cold beer, cold brew coffee or hot tea.

Some low cost growler has foaming layer, which help to insulate chill to escape out of growler. Compare with foaming layer, the vacuum layer is much better in insulation.
After vacuuming process, factory would start a heat gas testing process, to judge which growler is good, and deliver good vacuum growler to electronic polishing. The e-polishing process would start with sand blast of growler inside, then fill acid chemical liquid to get rid of surface residue, and with few cleaning process to get a clean growler inner.

The manual polishing would focus on outer shell polish, to get a shinning stainless steel outlook.

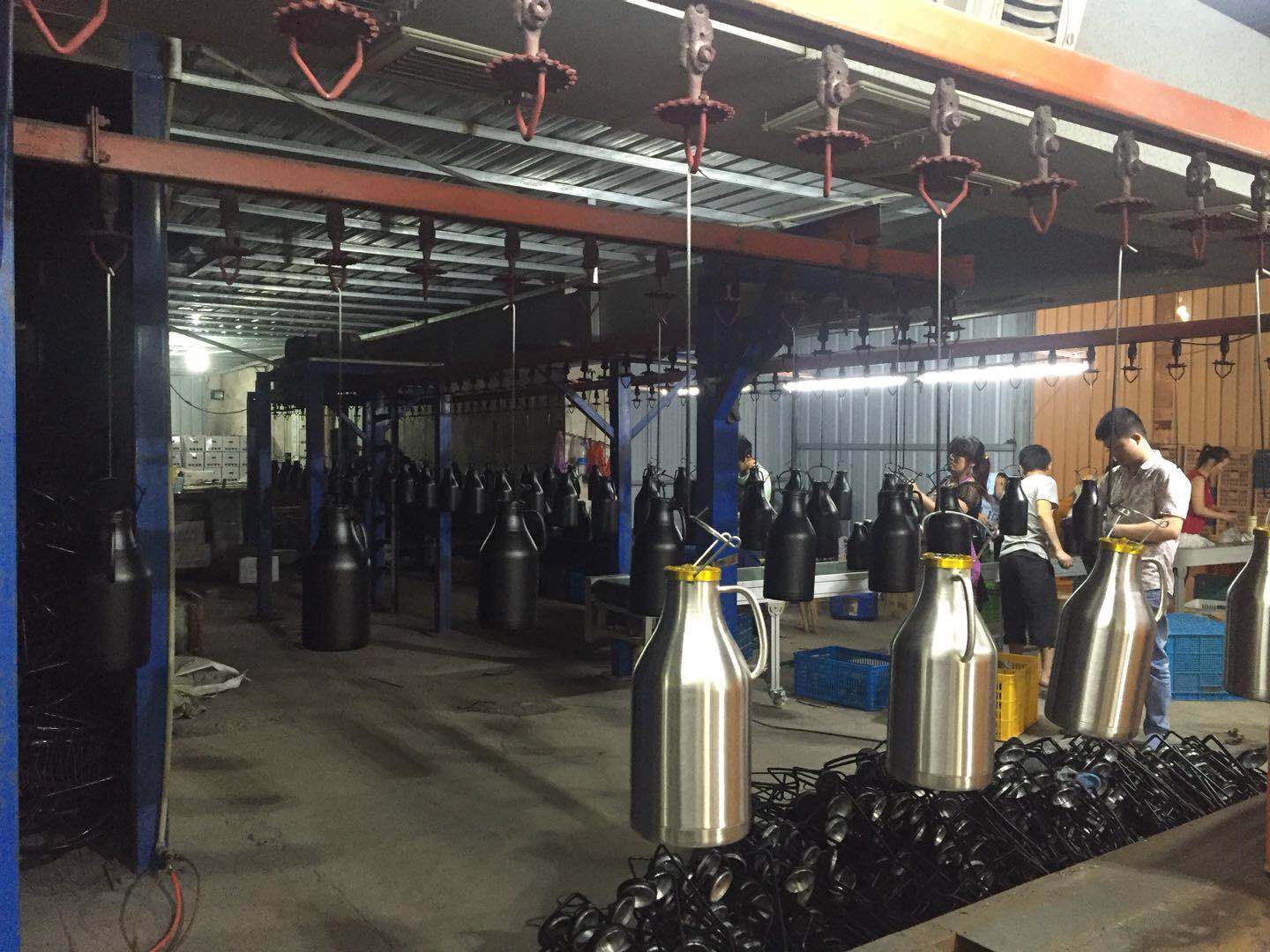
If you like a colorful growler, we would start next process of painting or powder coating. This would bring you a red/ orange/ blue/ copper/ white growler with painting and baking process. The baking process would be helpful for color adhere to steel surface.
The last step would be logo imprinting, laser, etching, silk-screen printing, to get a awesome insulate growler.

Next topic will guide you as a growler specialist. How to judge a great growler if you are an experienced QC?